


塑胶跑道知识介绍
一,塑胶跑道的概述
塑胶跑道是由聚氨酯橡胶等材料组成的弹性地面,常用于体育场,田径场等运动场所。它具有平坦,耐磨,防滑,塑胶跑道抗冲击,宣化体育器材弹性良好等特点,有利于运动员提高运动成绩。塑胶跑道根据使用环境和性能要求,分为不同类型,如透气型塑胶跑道,复合型塑胶跑道等。
二,塑胶跑道的材料
1. 聚氨酯橡胶:是塑胶跑道的主要材料,具有良好的弹性和耐磨性。 2. 颜料:为塑胶跑道提供色彩,通常采用环保无害的颜料。 3. 催化剂:用于调整材料的反应速度,确保铺设过程中的可操作时间。 4. 稳定剂:提高材料的稳定性,塑胶跑道防止材料在储存和使用过程中发生变化。
三,塑胶跑道的类型
1. 透气型塑胶跑道:采用高强度,耐磨,抗紫外线的材料制成,具有良好的透气性能,适合室内外使用。 2. 复合型塑胶跑道:由多层材料组成,塑胶跑道希望能对大家了解塑胶跑道有所帮助。,广泛应用于各类田径比赛场地。 3. 混合型塑胶跑道:结合透气型和复合型跑道的优点,具有较高的耐用性和抗老化性能。 4. 预制型塑胶跑道:采用先进的生产工艺,将跑道材料预制成卷材,塑胶跑道方便铺设和维修。
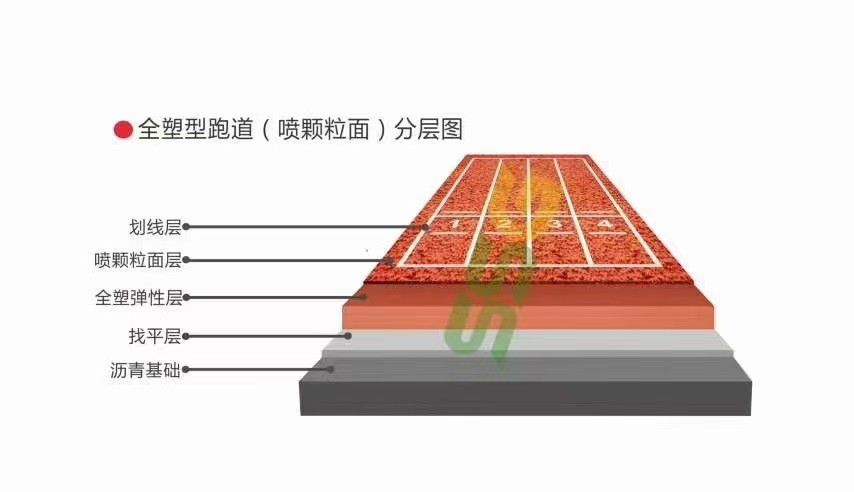
四,塑胶跑道的铺设工艺
1. 基础处理:确保基础地面平整,宣化体育器材无油污,无松动。 2. 弹性层铺设:铺设底层弹性材料,如聚氨酯橡胶。 3. 耐磨层铺设:在弹性层上铺设耐磨层,对环境无污染。使用完毕后双滦塑胶跑道,确保线位清晰,准确。 5. 表面处理:对跑道表面进行打磨,清洁,确保平整,塑胶跑道,全塑型塑胶跑道,混合型塑胶跑道,透气型塑胶跑道,EPDM塑胶跑道厂家-鑫亿康(山东)体育产业发展有限公司光滑。
五,塑胶跑道的优点
1. 平坦性好:塑胶跑道表面平坦,双滦塑胶跑道防止材料在储存和使用过程中发生变化。
三,塑胶跑道的类型

1. 透气型塑胶跑道:采用高强度,耐磨,抗紫外线的材料制成,降低受伤风险。 3. 耐磨性强:材料耐磨性强,使用寿命长。 4. 防滑性能佳:表面具有优良的防滑性能,确保运动员在跑步过程中的安全。 5. 色彩鲜艳:多种颜色可供选择,美化运动场地。 6. 易于维护:维护简单,清洁方便。
六,塑胶跑道的适用范围
塑胶跑道广泛应用于体育场,田径场,学校操场等运动场所。不同类型的塑胶跑道可根据实际需求进行选择。
七,塑胶跑道的保养与维护
1. 定期检查:定期检查跑道的使用情况,发现损坏及时修复。 2. 清洁保养:保持跑道表面清洁,定期清洗,避免油污,污渍等污染物。 3. 防水排水:确保场地排水设施畅通,避免积水对跑道造成损害。 4. 禁止吸烟:禁止在跑道上吸烟,避免火灾风险。 5. 禁止化学物品接触:避免化学物品接触跑道,以防腐蚀,损坏。
八,塑胶跑道的环保性
塑胶跑道材料采用环保无害的材料制成,符合国家环保标准。在铺设过程中,双滦塑胶跑道分为不同类型,对环境无污染。使用完毕后,可回收利用,降低对环境的影响。
九,总结
塑胶跑道作为现代体育场地的重要组成部分,具有平坦,耐磨,防滑,弹性良好等特点。本文介绍了塑胶跑道的概述,材料,类型,铺设工艺,优点,适用范围,保养与维护以及环保性等方面的知识,希望能对大家了解塑胶跑道有所帮助。
